Данный профиль считается исключительно конструкционным, иными словами он изначально проектировался для использования в разного рода технологических конструкциях. Каркасы из этого профиля являются более устойчивыми и крепкими, по сравнению с конструкциями из круглых или даже прямоугольных труб. Самое широкое распространение этот профиль получил в строительных технологиях.
В этой статье будет сделан краткий обзор наиболее распространенных технологий производства профильных изделий из разных видов стали. Также будет указано, какие конкретно нормы ГОСТ на квадратные стальные трубы регламентируют их выпуск.
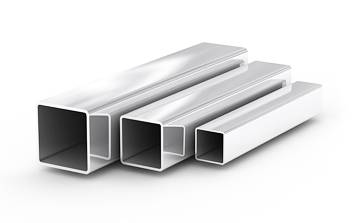
Фото профилированных изделий из стали.
Распространенные технологии
Весь объем выпускаемых изделий можно условно разделить на две большие группы:
Бесшовные;
Сварные.
Что касается первой группы, то бесшовные конструкции рождаются благодаря прокатным технологиям, которые, в свою очередь, делятся на горячую и холодную прокатку. Группа прямошовных конструкций изготавливается посредством соединения металлического профиля сварочными технологиями.
Технология горячей прокатки
Горячая формовка.
Станы горячей прокатки используют цельнолитую или штампованную, обжатую стальную заготовку, предварительно разогретую до температуры не менее 1200 ?С. Путем многократного формования, черновая гильза доводится до определенного размера. После чего она поступает на промежуточные вальцы, где заготовке придается квадратная форма.
Далее в дело вступает так называемая оправка. При помощи этого технологического процесса, из цельной и предварительно обжатой заготовки уже получается нечто похожее на нужное сечение. В монолитной заготовке продавливается и выкатывается сквозное отверстие.
После этого разогретая черновая заготовка, со сквозным отверстием передается на чистовую линию стана горячей прокатки. Здесь в зависимости от калибровки стана, изделие уже доводится до нужного сечения. После того как стенки прокатаны до запланированной толщины и форма практически готова, она отправляется на линию называемую холодильником.
Заготовка для горячей прокатки.
Дело в том, что для того чтобы металл сохранял эластичность, остывать он должен постепенно, в естественных условиях. В противном случае, при резком охлаждении, металл может закалиться, в результате получится крепкая, но хрупкая конструкция.
Но это еще не все, перед отпуском заказчику трубы обрабатываются на специальных калибровочных станках и в обязательном порядке проходят отдел технического контроля, где проверяется соответствие нормам ГОСТ на квадратные стальные трубы. Причем каждое изделие лично, своими руками проверяет и расписывается за его качество ответственный инспектор ОТК.
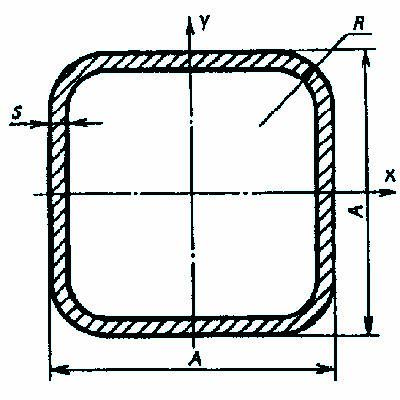
Поперечная схема конструкции.
Технология холодного проката
Как сама технология холодного проката, так и станы, на которых эта продукция производится, значительно отличаются от горячей формовки.
В некоторых источниках такие изделия могут именоваться цельнотянутыми.
Изначально гильза черновой заготовки делается не с помощью оправки, а путем высадки или вытяжки заготовки из цельного стального листа.
После чего на черновых вальцах заготовка трубы выкатывается до промежуточного состояния, при котором достигается запланированная толщина стенок. В этот момент она еще круглая, так как в таком виде ее обрабатывать гораздо легче, плюс точность обработки повышается многократно.
Далее продукт поступает на специальный пресс, оборудованный соответствующей оправкой. На нем конструкции придается нужная форма и отправляется на калибровочную линию.
Холодная прокатка.
На чистовой калибровочной линии устраняются мелкие дефекты, и толщина стенки доводится до идеального состояния.
Изделие практически готово, но из-за многократного сдавливания и формования металла, свойства его сильно меняются, он теряет свою упругость, становится более прочным и хрупким в результате деформации кристаллической решетки.
Чтобы вернуть металлу требуемые технические характеристики используют технологию «отпуска». Для этого металл разогревают до температуры порядка 700 ?С и дают медленно остыть.
Трубы из некоторых сортов стали, обработанные таким образом, после остывания могут незначительно терять свою геометрию, их по просту ведет. Чтобы исправить это досадное недоразумение товар отправляется на правку, которая делается при помощи специальных правильных станков и далее в службу ОТК.
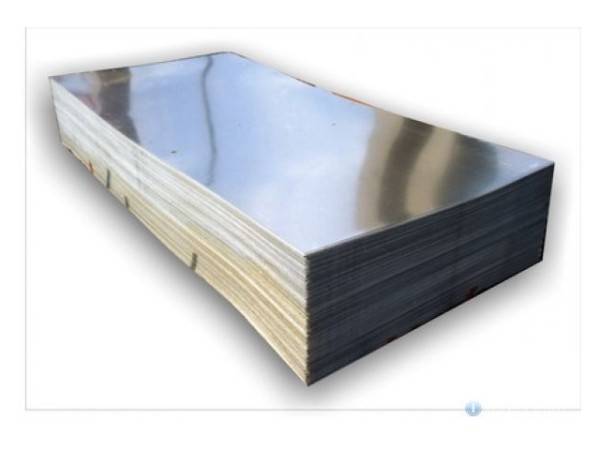
Лист для формовки изделий.
Важно: несмотря на внешнюю схожесть, холодно и горячекатаные конструкции отличаются не только техническими характеристиками. В частности толщина стенок и соответственно вес стальной квадратной трубы произведенной на стане холодной прокатки будут значительно меньше. Горячекатаные трубные изделия имеют более толстые стенки и больший вес.
Сварные прямошовные конструкции
Технологическая инструкция по изготовлению прямошовных конструкций не настолько сложна и менее энергоемка.
Соответственно себестоимость и конечная цена будут гораздо ниже.
Изначально для производства изделия от стального листа отрезается мерная заготовка. Профессионалы называют ее штрипс. Размеры штрипса должны точно соответствовать площади развертки будущей трубы.
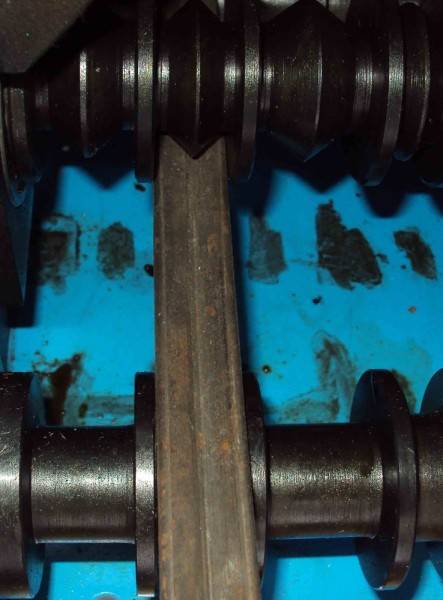
Когда штрипс готов, его направляют в специальный станок, на котором металлу придается форма будущего изделия. Это гидравлическая система роликов и валков, на выходе которой получается промежуточная заготовка квадратной формы, но с пока еще раскрытым швом.
Линия для прямошовной сварки.
Далее черновая сформированная заготовка поступает на линию сварки. Наиболее распространенной является электродуговая сварка. Ею свариваются габаритные конструкции с толщиной стенки более 2 мм. К примеру, квадратная труба 100х100х4 из стали, так востребованная в строительстве, сваривается именно электродуговым способом и регламентируется по ГОСТУ 8639 82.
Тонкостенные конструкции свариваются по специальной технологии в индукционных печах, что позволяет получить герметичный шов высокого качества.
В конце производственной линии изделие традиционно проходит проверку контролерами ОТК, где помимо традиционных параметров обязательно, на специальном оборудовании, контролируется качество сварного шва.
Сортамент и технологические нормы конструкций
Рассказать обо всех существующих на данный момент калибровках квадратных труб в небольшой статье невозможно, для этого существуют соответствующие нормы ГОСТ на квадратные стальные трубы. Чтобы вам было легче разобраться в дебрях маркировок государственного стандарта, мы объединили их в таблицу, где указали, какие стандарты для каких изделий разработаны.
Разная калибровка.
ГОСТ 8639 82 на сортамент стальных квадратных труб регламентирует: Выпуск изделий из стали, горячей и холодной деформации. Также электросварные с горячей и холодной деформацией. Изделия, свариваемые в печах. ГОСТ 30245 03 на сортамент стальных квадратных труб регламентирует: Как квадратные, так и прямоугольные сварные профили, изготовленные путем сгибания. Предназначенные для строительных нужд. ГОСТ 8645 68 на сортамент стальных квадратных труб регламентирует: Бесшовные изделия из стали горячей прокатки, а также холоднотянутые квадратные трубы. В 1982 г вышла дополненная версия ГОСТ 8645 82 регламентирующая выпуск изделий из цветных и легированных металлов. ГОСТ 2591 88 на сортамент стальных квадратных труб регламентирует: Исключительно квадратные, горячекатаные изделия с размером ребра 6 – 200 мм. ГОСТ 30245 94 на сортамент стальных квадратных труб регламентирует: Гнутые конструкции замкнутого типа, сваренные продольным швом и обжатые на стане в валках. ГОСТ 8639 68 на сортамент стальных квадратных труб регламентирует: Действие документа прекращено в 1982 г результате утверждения дополненной версии ГОСТ 8639 82.
Важно: ГОСТ 12336 66 на сортамент стальных квадратных труб был отменен в 1981 г, после чего использовались ТУ 14-2-361-79. Которые, в свою очередь были заменены в 1989 г на ТУ 14-2-849-89, действующие и поныне.
Еще хочется отметить, что квадратная труба из нержавеющей стали, равно как все профилированные изделия из легированных и цветных металлов регламентируются согласно ГОСТ 8645 82.
Мебель из профилированного металла.
На видео в этой статье показаны стальные профилированные конструкции.
Вывод
Стальные профилированные трубы используются повсеместно, их можно встретить на детских площадках, из них делается большая часть легких биметаллических ограждений и наконец, ни одна современная стройка не обходится без стальных профилированных конструкций различного сечения.